


It is not the questions you know to ask that gets you into trouble. Most often it’s the questions you don’t know to ask that do. Such is the case with UV light. We understand UV light is necessary in 3d printing, UV curing, or medical applications. However, what do we really know about the characteristics of UV light and how it may impact our success?
George Richardson, who has been working with UV light for a number of decades, states “In all of the years, I have worked with users of UV light, their understanding regarding UV light limits their abilities to resolve various process problems.” He goes on to say, “wavelength issues, accuracy of measurements, understanding both NIST standards and calibrations are all an integral part of the UV light equation and must be taken into consideration.”
There are now many uses for UV light that have come into fruition within the last several years. Generally, we understand we have a piece of equipment, a chemical material, UV light and a computer generated image as is in the case with 3d printing. We might have UV light disinfecting a room, decontaminating water or disinfecting metal cans for food processing. Let’s take a closer look at the importance characteristics of the UV light source and how it relates to your process or application.
UV Light Source
Let’s start with the light source emitting UV light to gain a better understanding of this topic specifically in 3d printing. There are essentially two types of UV lamps being used for 3d printing and we will look at each one. One type being used is the “high pressure mercury arc lamp” and the other type is the “LED source.” In either case, what is paramount is the UV light source emits the correct spectral response for the photopolymer resin being used. Both the quality and amount of UV light being emitted must coincided with the resin.
Since the early years in Semiconductor (integrated circuit, ICs, microchips, etc.) manufacturing, the use of UV light was, and is, an integral part of “building” the microchip. The UV light source used is a “high pressure mercury arc lamp.” This lamp emits several large wavelength peaks with several smaller wavelength peaks, as you can see from the graph below.
The solid black line represents all of the UV wavelengths emitted from the mercury arc lamp. These wavelengths are sometimes referred in angstrom (Å) and sometimes in nanometers (nm). For example, the UV peak at 365 might be referred to as 3650 angstroms (Å) or the more common term 365 nanometers (nm). The categories UV A include the 310 to 400 nm spectrum. The UV B includes the 280 to 315 nm spectrum. And, the UV C consist of the 220 to 280 nm peaks. The UV C category is also referred to as “Deep UV.” The large 365nm UV peak was first used in “building” the microchip in conjunction with a photopolymer resin called “negative photoresist or negative resist.” Where light struck the resist, the resist became soluble and developed out leaving an image where the 365nm light did not strike the surface. Eventually, the negative photoresist process was replaced with a process known as “positive resist” which had the reverse effect. This change in process required a different wavelength and the 405 and 436nm wavelengths were used. Where the UV light struck the photopolymer surface, the photopolymer became solid and the insoluble area was developed away. You probably have surmised this “positive photoresist” process is the same process used in 3d printing – where the UV light reacts with the photopolymer resin and it hardens. You may also notice from the above graph, a 405nm peak and a 436nm peak are measured by a 420nm probe. A sensor peaking at 400nm (365, 405, and 436), was developed for applications to measure the photopolymer resins requiring several peaks compared to a single peak.
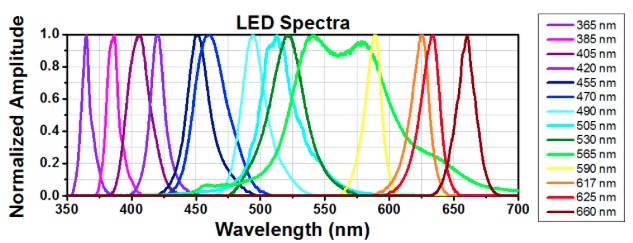
Earlier 3d printing printers used the high pressure mercury arc lamp and some continue today. Whereas, some 3d printing systems have transition to using a “light emitting diode” (LED) UV light source. One major difference between the two UV light sources is in the spectral amplitude emitted from the lamp. You will notice from the graph below all of the peaks are the same amplitude and are more sharply defined. The spectral output of the LED lamp also has a more selective response compared to the traditional “high pressure mercury arc lamp.” Notice the other UV light wavelengths are absent with the LED source. Another significant difference between the two UV light sources is the black coating on the glass wall of the “high pressure mercury arc lamp.” The black build up occurs as a result of the tungsten electrodes in the lamp aging and it acts as a filter, consequently, reducing the amount of UV light being transmitted. This “out gassing” means a previously established exposure time must be increased to account for the loss in the amount of UV light interacting with the photopolymer resin; therefore, exposure time is increased to obtain the correct dosage. Also, because of the “out gassing” affect the lamp life between the two sources are vastly different.
UV Light Measurement
The next major area to be considered in the UV light journey is actually measuring the quality and quantity of the UV light source output. As you probably have experienced in 3d printing, if your exposure is too little (measured in mj/cm2), the result is loss of time and scrapped materials. The converse is also true with over exposure, lost time and materials. Once the process’ “window” parameters are determined, care should be taken to stay within the “window’s” parameters. One can obtain more material but not time lost.
This is where a correct and accurate UV light meter (radiometer) is absolutely required. There are a lot of UV light meters available in the marketplace; however, very few are accurate and reliable. The real questions are do these UV meters accurately measure what the photopolymer reacts to and do these measurements hold up over time and through use?
We might know UV light falls into several categories: UV A, UV B and UV C. We also might know when one measures UV light intensity it is measured in milliwatts/centimeters squared (mw /cm2). Millijoules/centimeter square measures energy or total dosage (intensity x time = energy (i x t=e). Time is measured in seconds. If the intensity is too low, the correct photopolymer reaction will not occur. If the energy is insufficient, again, the photopolymer doesn’t properly react. However, beyond that how much do we really know? How do I know my mw/cm2 or mj.cm2 measurements are providing an accurate and repeatable measurements or just some relevant number? Let’s first discuss accuracy, then reliability.
UV Light Meters
The two main functions of a UV light meter are to measure intensity and energy. Without these two measurements we only have unknowns. Intensity is measured in mw/cm2 to a given wavelength response. The probe you use to measure intensity consist of several components. If these components are correctly designed and selected, the probe will send the correct signal to the meter and you will have taken the correct measurement. However, not all UV meters use the same components to measure intensity and energy, therein lies the problem.
One key factor in taking accurate and repeatable measurements starts with complying with a stringent standard. Worldwide the most accepted and stringent standard is the National Institute Standards and Technology (NIST) developed and used in the United States. If the measurement doesn’t meet the NIST standard, then it is just a relative number to an unknown standard and this creates a significant problem. Every UV light meter needs to be periodically calibrated. One of the most frequent question, George Richardson, is asked “why am I getting different measurement readings since my UV meter has been calibrated.”
 His response is to ask a question, “When you bought your meter what standard was used?” Worldwide some UV light meter manufactures may use in house values and some manufactures just rely on whatever reading that current meter provides. Mr. Richardson states, all of our UV light meters are initially calibrated to a published specification of ≤ 3% of the NIST standard; however our in-house specification is ≤ 1% of the NIST standard. Furthermore, all of the meters sent to us for “re-calibration” are calibrated to the NIST standard. The NIST standard is a known standard and is used “year in and year out.”
His response is to ask a question, “When you bought your meter what standard was used?” Worldwide some UV light meter manufactures may use in house values and some manufactures just rely on whatever reading that current meter provides. Mr. Richardson states, all of our UV light meters are initially calibrated to a published specification of ≤ 3% of the NIST standard; however our in-house specification is ≤ 1% of the NIST standard. Furthermore, all of the meters sent to us for “re-calibration” are calibrated to the NIST standard. The NIST standard is a known standard and is used “year in and year out.”
The second most key factor in taking accurate and repeatable measurements are in the designed and the individual components specifications selected to insure repeatability. The design must insure the various components work together, eliminate possible sensor
degradation, and exclude moisture potential. The design also takes into account the cost to manufacture to tighter specifications. These specifications include thickness, type of materials, supplier consistency of material, etc. An accurate probe will measure what the photopolymer resin reacts to and be repeatable long term if these components are carefully incorporated. This selectivity insures the UV light meter will comply to the NIST standards, as mentioned above, but is more costly and necessary to safeguard longevity and integrity for the end users. This attention to quality control achieves insurance that calibration accuracy is repeatable and consistent from calibration to calibration, probe to probe, and from meter to meter.
1. George Richardson is founder of G&R Labs in 1996 and co-founder of Optical Associates (OAI) in 1974. Mr. Richardson dedication in developing UV light meters to measure accurately and reliably to NIST standards and calibrate to NIST standards provides users assurance their measurements are traceable and accurate.
Subscribe to our Newsletter
3DPResso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.




















