

From the beginning of 2020, with the outbreak of the new coronavirus, the medical industry was experiencing special challenges. This did not only reflect in the shortage of medical resources, but also the shortage of various medical supplies. During this period, the quality of medical packaging products was severely tested. Now, Eplus3D has helped to improve an important factor in the packaging of medical products.
The hygiene and safety of medical drugs are very important, so the sealing quality of medical plastic bottle caps has become a key position in the packaging of medical products. Good sealing properties are needed to prevent gas and liquid leakage. Generally speaking, there are three areas where the cap is sealed, the inner seal of the cap, the outer seal of the cap, and the top seal of the cap.
However, in medical supplies, the caps of small bottles with drug powders such as ampoules are very limited. This type of injection molded bottle cap has a small volume and a special structure, so the requirements for manufacturing are very high. The quality of the cooling is related to the molding quality of the injection product.
With traditional mold making, the waterway is generally processed by machine turning and other methods. However, due to the limitation of the mold structure, the traditional waterway cannot near the product.
Important problems are:
- The hot runner flip die has a high temperature and a long cycle.
- The product size requirements are high, and the product temperature difference should be less than 10 degrees when ejected, which is difficult for ordinary waterways.
Results
After using Eplus3D printing solution, the time for the product to reach the ejection temperature has dropped from the previous 20s to the current 10s and the cooling time has been shortened by nearly 50%. Also, the production efficiency has been greatly improved.
The maximum temperature difference when the product is ejected has dropped from the previous 20°C to the current 8°C, which also meets the manufacturing requirements: <10°C. The temperature difference is greatly reduced, the mold temperature is balanced, the product quality has been significantly improved. Additionally, the probability of defects in the injection bottle mouth is very small.
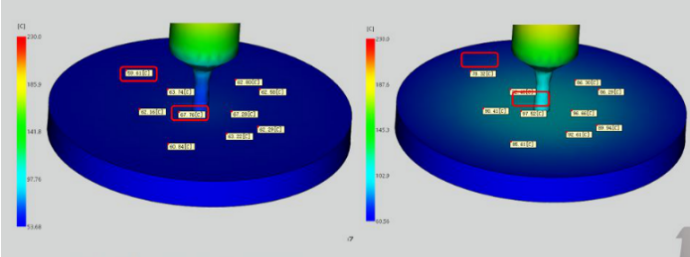
According to the customer’s feedback data, the accuracy of the mold flow analysis results are confirmed. The mold flow analysis diagram is attached below.
- Temperature difference of the ordinary scheme is 19.2 degrees
- Temperature difference of the 3D printing solution is 8.15 degrees, which meets customer’s and manufacturing requirement.

For more information about Eplus3D, visit www.eplus3d.com.
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.

















