

At formnext powered by TCT in Frankfurt, Concept Laser presented a new machine and plant architecture. This is a real first which shows that the vision has already become firmly integrated in the company’s strategy. The new, integrated machine concept under the heading of “AM Factory of Tomorrow” promises a new level of Additive Manufacturing in terms of quality, flexibility and increase in performance. The modular integration of the machine technology into the manufacturing environment is amazing thanks to a radically new approach in the design of process components. Ultimately, this makes faster and more economic industrial production solutions available. This vision will soon be reality: Concept Laser has announced a market launch by as early as the end of 2016.
The previous solutions for machine and plant technology in the market all relied on ideas such as “more laser sources,” “more laser power,” “faster build rates” or “expansion of the build envelope sizes.” The machine technology represented a “standalone” solution without any consistent integration into the manufacturing environment. Build job preparation and build job process proceeded sequentially. Concept Laser is now attempting, with a new machine architecture, to expand the usually quantitative sections with new, qualitative aspects. “In essence,” says Dr. Florian Bechmann, Head of R&D at Concept Laser, “it is about splitting up build job preparation/build job follow-up processing and Additive Manufacturing in any number of combinable modules. With comparatively large build envelopes, build jobs can be carried out with a time delay. The intention is that this should drastically reduce the “downtimes” of previous stand-alone machines. There is plenty of potential here for improving the level of added value in the production chain. In contrast to purely quantitative approaches of previous machine concepts, we see here a fundamentally new approach for advancing industrial series production one step further.”
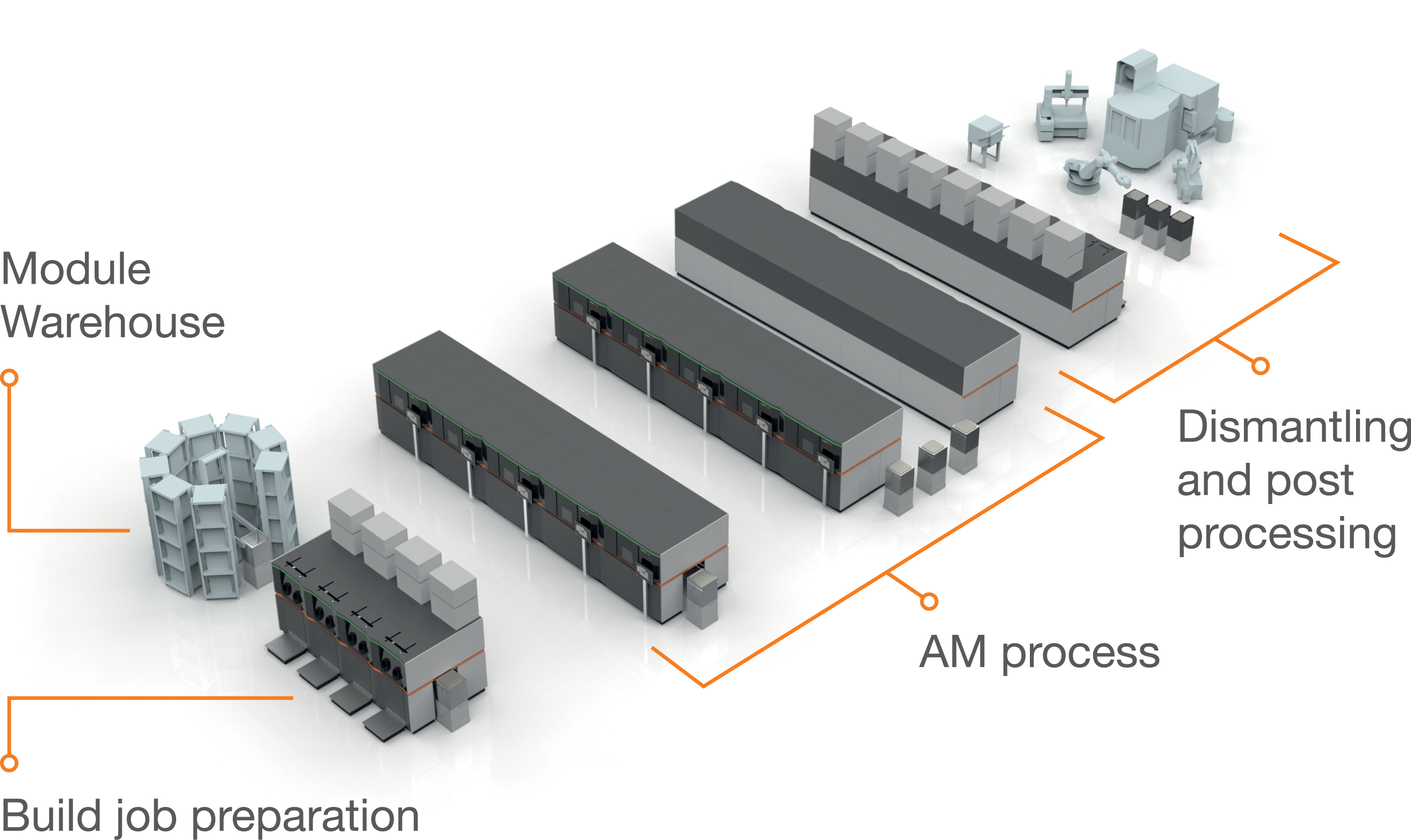
The new concept of an “AM Factory of Tomorrow”
At present, regional printing centers are being created as service providers all around the globe. This development is characterized by the transition from “prototyping” to a desire for flexible series production at an industrial level. The AM users experience the pressure of traditional manufacturing: demand for space, expansion of the machinery, increasing operating tasks and in particular times. In the new concept from Concept Laser, interesting solutions are offered in this regard: Production is “decoupled in machine terms” from the preparation processes. The time window for AM production is increased to a “24/7 level,” meaning that there is higher availability of all components. An automated flow of materials palpably reduces the workload for the operators. Interfaces integrate the laser melting machine into traditional CNC machine technology, as is important for hybrid parts, for example, but also into downstream processes (post-processing / finishing).

Decoupling of “pre-production,” “production” and “post-processing”
The new plant architecture is characterized essentially by decoupling of “pre-production,” “production” and “post-processing.” This includes among other things flexible machine loading and physical separation of the setting-up and disarming processes. The objective here was to coordinate the process components in a more targeted way with interfaces and increase the flexibility of the process design to create an integrated approach. This becomes possible thanks to a consistent modular structure of “handling stations” and “build and process units” which, in terms of combination and interlinking, promises considerably greater flexibility and availabilities. It will also be possible to handle the present diversity of materials better, and ultimately more economically, through a targeted combination of these modules. For example, in future the machine user will be able to use the modules to very precisely “customize” the production assignment in terms of the part geometry or material. All in all, the level of efficiency and availability of the production system will be markedly increased, along with a significant reduction in the amount of space required. Simulated production scenarios have in fact shown that this space can be reduced by up to 85% compared to the possibilities that exist at present. In addition, the laser power per m2 is increased seven-fold.

Dr. Florian Bechmann says: “The build rates have increased enormously thanks to the multilaser technology. The build envelope sizes have also experienced considerable growth. We now want to use an integrated machine concept to highlight the possible ways that the approaches of “Industry 4.0” can change Additive Manufacturing as the manufacturing strategy of the future. There is plenty of potential here to increase industrial added value and enhance suitability for series production.”
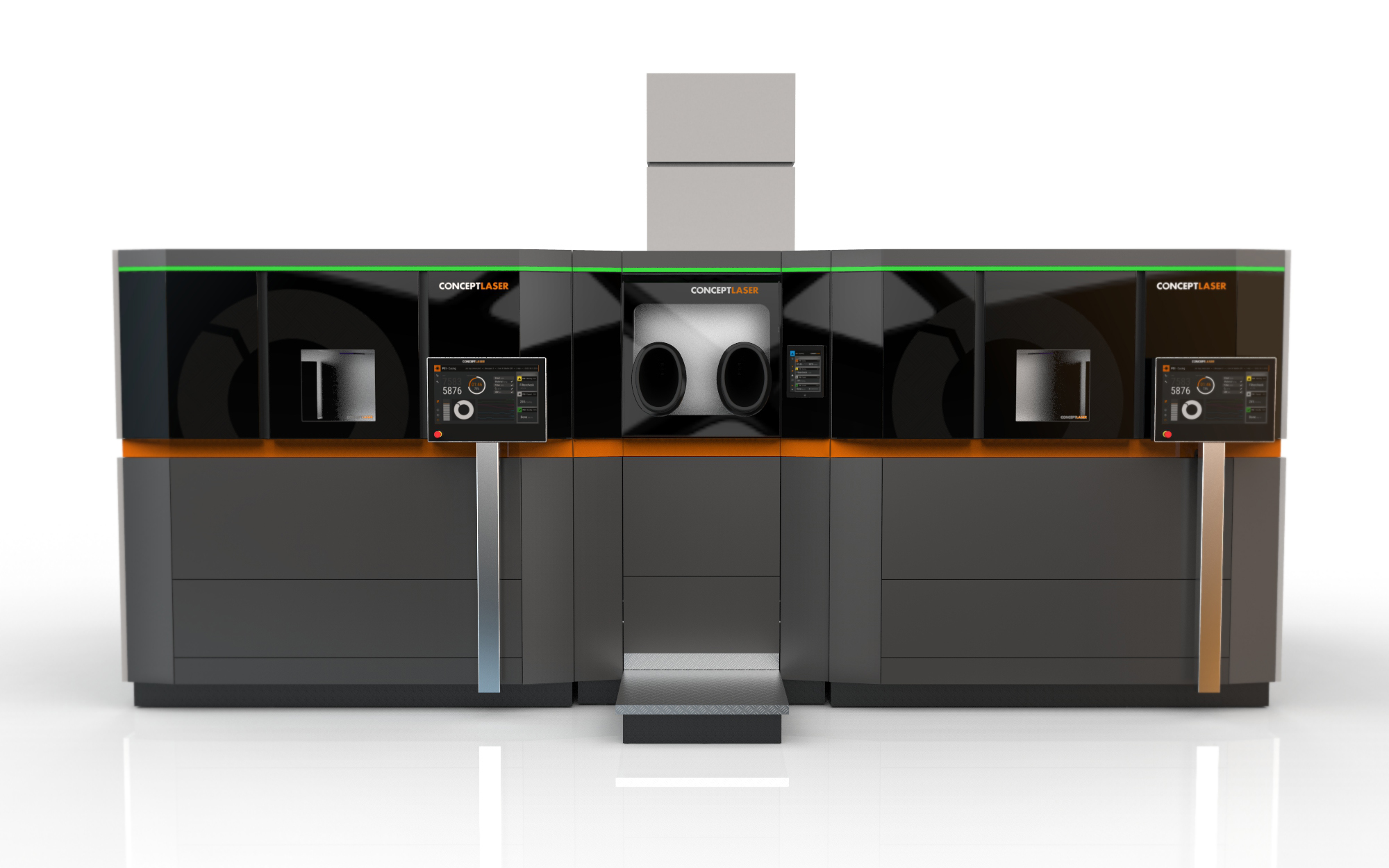
Solutions from the factory building kit – the modular process station
The process station shown has a build envelope of 400 x 400 x >400 mm3, laser sources, process gas management and filter technology are integrated in the module, and the layer thicknesses are within the usual range. In addition, the machine solution has a variable focus diameter and will be available optionally with 1, 2 or 4 laser optics with a laser power ranging from 400-1,000 W. An available redundancy of the lasers will ensure that, if one laser fails, the remaining three lasers will still cover the entire build plate – the build job can still be completed. Dr. Florian Bechmann says: “More and more laser sources only increase the expected speeds to a limited extent. But ultimately they also increase the level of complexity and dependencies, which can result in vulnerability, and thus turn the desired positive effect into a negative.”
Solutions from the factory building kit – the modular handling station
The new handling station has an integrated sieving station and powder management. There is now no longer any need for containers to be used for transportation between the machine and sieving station. Unpacking, preparations for the next build job and sieving therefore take place in a self-contained system without the operator coming into contact with the powder. But what also makes a modular handling station attractive is the specific configurations: A handling station can be linked to two process stations to create a “manufacturing cell.” The factory building kit also enables several handling stations to be joined together to create a material preparation facility and be physically separated from the process stations.
Combinations of modules from the factory building kit
The new factory building kit boasts three types of modules: process module, dose module and “overflow” module, which are to be offered in different heights. What is remarkable is the direct link between these modules without the use of any pipes or tubes and their identification via RFID interfaces. Accordingly, the result is a reliable flow of materials with high material throughputs along with great flexibility when there is a need to supply different types of materials for the build process and handle them. “In the future,” says Dr. Florian Bechmann, “we think that AM factories will be largely automated. The transport of material or entire modules can be envisaged as being done by driverless transport systems. This could then be the next step in the development. Additive Manufacturing can be automated to the maximum extent.”
New type of 2-axis coating process
The new machine concept has a new type of 2-axis coating system which enables the return of the coater to be performed in parallel with exposure. This results in a considerable time saving during the coating process.
The coater blades, optionally made of rubber, steel or carbon, can be changed automatically during the build job. This results in several advantages according to Dr. Florian Bechmann: “An automated tool changing system, as is the case with CNC machine technology, promises a high level of flexibility, time advantages when setting up the machine, and reduces the level of manual intervention by the operator. We deliberately talk here about ‘robust production’.”
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.


















