

Cylinder heads of most car engines are usually made in aluminum alloys. The mold is repeatedly filled with over 600°C hot molten aluminum.
Whether die casting, core package casting, low pressure or pressure die casting, all molds are exposed to enormous stress. The flow of the liquid aluminum on the mold surface leads to wear, the frequent temperature changes cause fatigue and cracks. Corrosion and oxidation not only shorten the service life of the mold but provide poor surface quality of the castings and increased scrap.
The materials commonly used for aluminum mold are heat-treated steels or hot-work steels. Materials such as DIN 1.2343 proved to be as well suited because of their mechanical, thermal and chemical properties. Nevertheless, the material has significant weakness in terms of oxidation, thermal expansion and thermal conductivity. Steel oxidizes already at room temperature, it expands under heat quite fast and has only limited resistance to thermal shock. It forms heat checking. Especially detrimental to the thermal stress in the casting is the relatively low thermal conductivity of the material, which is with 30W/mK not even one-tenth of pure copper.
The given of a global carmaker commissioned project aimed at productivity increase in the cylinder head manufacturing. Not only the service life of molds should be increased but also the surface quality of the casting in the long-term operation should be improved and scrap rates reduced.

The South Korean 3D metal printer manufacturer InssTek searched specifically for a way to combine the strengths of various metals with its versatile DMT technology. After an extensive search the nickel-molybdenum alloy, also known under the trade name Hastelloy, was chosen. It has excellent thermal expansion characteristics, is resistant to corrosion and oxidizes only at very high temperature. The relatively low mechanical and physical characteristics such as impact strength or tensile strength play a negligible role, since in casting aluminum the mechanical stress is likely to be low.
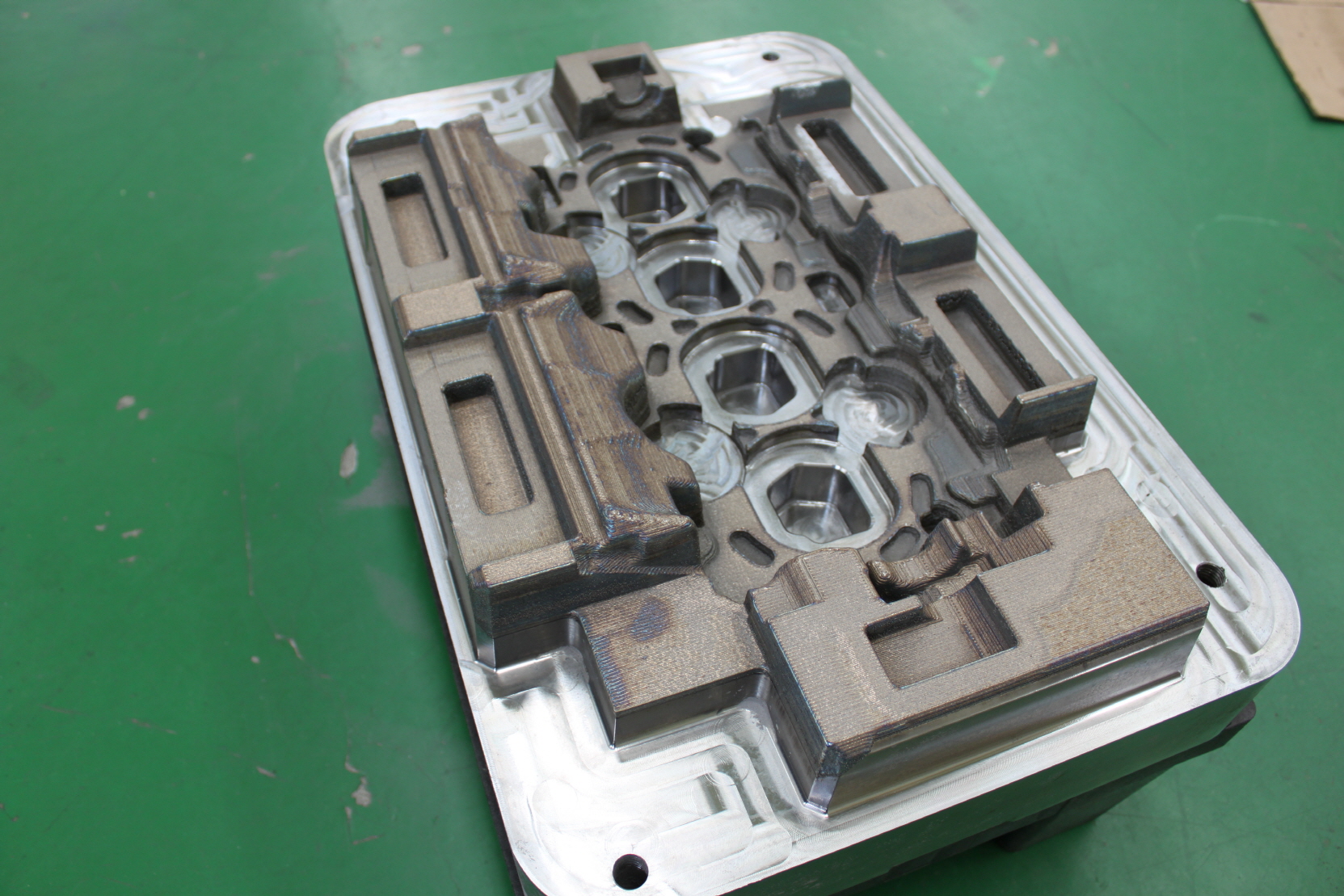
First a mold made of heat-treated steel was prepared. This 570 x 380 x 126mm large form for a fuel-saving engine was then processed according to through simulation programs calculated thermal model and then printed in the 5-axis operable 3D metal printer MX-1000 with an work envelop of 1000 x 800 x 650mm. The nickel-molybdenum alloy print layer thickness varied between 2 to 30 mm and was positioned so that in places with intensive need for heat conductivity thicker layer was printed. After final finishing job, but without additional surface treatment the mold was put in series production.
The result is an impressive increase in productivity. Nickel-molybdenum alloy has much higher heat dissipation than steel and cools precisely there where it`s needed. Pores and unnecessary heat stress in the cylinder head casting can be avoided. No heat checking was formed, resulting in better surface. There remain virtually no aluminum residues on the mold surface and ensure, in combination with the more rapid dissipation of heat, much shorter cycle time.
An assessment of the mold´s service life increase could not be completed yet, since the mold is still in continuing operations after its first use in 2014. A decrease in the casting quality is not yet in sight. Due to the excellent results we have now extended this method on two other, larger engine models.
The potential of 3D metal printing technology for foundry industry is immense. It helps the already sophisticated technology to be more efficient and diverse. InssTek has produced, modified and repaired more than 1,000 molds in recent years.
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.


















