

German inventor Kai Parthy, well-known for his exotic 3D printing materials such as the Porolay series, Laywood, Layceramic or Moldlay, has released a white paper on how to measure and numerically determine the warping effect of 3D filaments for 3D printed objects using FFF-technolgy.
In the following, he not only goes into detail to explain the common problem well-known in the field of 3D printing, but also presents his solution on how to measure the effect with the so called “low-bondage warp-index”.
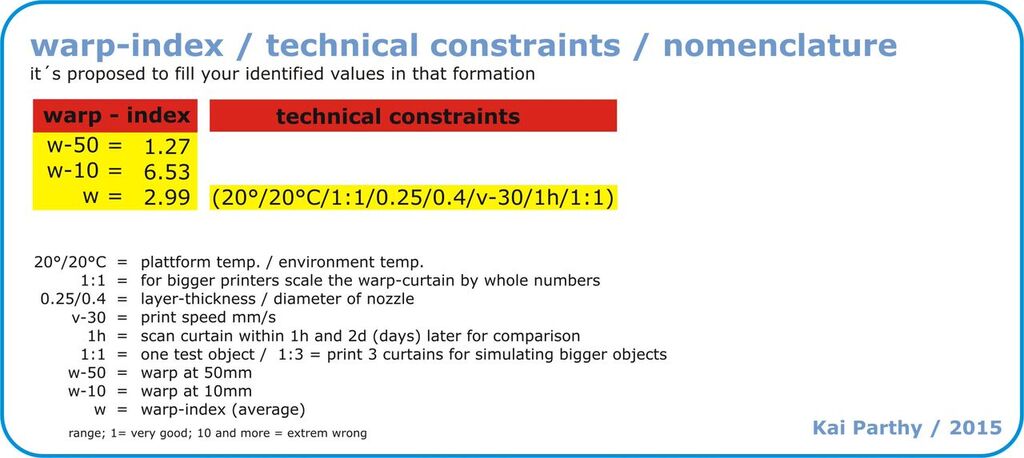
Low-Bondage Warp-Index
1) warp
Everybody involved in 3D printing is aware of the problem: You want to print a bigger object, let’s say more than 15 cm in x-y-plane, but it’s not possible because its ends might come off the printing platform. A straight line is not straight, in any case not on a 3D printer. The line is bended, always bended upwards.
2) preventing warp
We know about a lot of methods to minimize warp. These have not only been developed by the reprap scene, but also by the company Stratasys, that invented the FDM procedure almost 25 years ago (1989, by S. Scott Crump). Therefore Stratasys printers have a heated print chamber. That means all objects are printed in a hot print area and slowly cooled down. This heated environment is separated in a very complex way from the printhead guidance and has been simplified or replaced by the reprap scene. They created the heated print platform (bed). Using this you unfortunately can not completely nullify the warping effect, but at least reduce it considerably and that only on the lower z-axis values, because the heat of the bed does not affect the print in higher regions. Before the heated bed became a kind of standard, the scene managed the warp with brims, special stable rafts or constructive tricks to avoid occouring warp e.g. with slim slots to divide the object; source: (BFB forum, ABS object, Kaipa; Mon, 2010-04-26 14:12 ) http://elco.crsndoo.com/bfb/www.bitsfrombytes.com:8080/jpy/forum/post/no-warp-construction-techniques
3) warping will not end
In any case the warp will still keep us busy over a long period of time, as it also bothers especially filament producers. Meanwhile all manufacturers claim that their filament has “low” or “near to zero warp”. However, often these are only empty marketing phrases and nobody is able to exactly define the warp.
4) measure the warp
Measuring the warp is not that easy. You cannot just apply a ruler and read out any index! It is a common misunderstanding to use the provided shrinkage values given by the polymer-producers, as indication for the expected warp. The values for the shrinkage of a plastic, however, cannot be used 1:1 as indicator for the warp of 3D printed plastic, because layer-wise printing is a complex thermal process, depending on more than a dozen of parameters. Also, unfortunately the reasons for warping are not that easy to explain here, but I have developed a method that enables everybody to determine the warp-index with a regular 3D printer (also without heated bed, that would also be the best way to a standard that everyone could replicate). The measured values will provide an index (which ranges between zero and rarely more than 10, like school grades: 0 = good, 10 = bad.) This index states whether this filament tends to warp strong or not (under the same conditions).
5) warp index – necessity?
Now everybody can test and check any filament whether the specifications given by the producers are correct. (mostly it is described as: filament with low warp, but what does LOW warp mean? Nobody would say: with much warp) Main issue is that you need to have a flat bed scanner. Important note: this test does not describe how to print with less warp! No, the main topic is, to create a repeatable standard test to determine which material will achieve best print results because of the lowest warp tendency. Which material is more suitable for bigger objects and which one is improper.
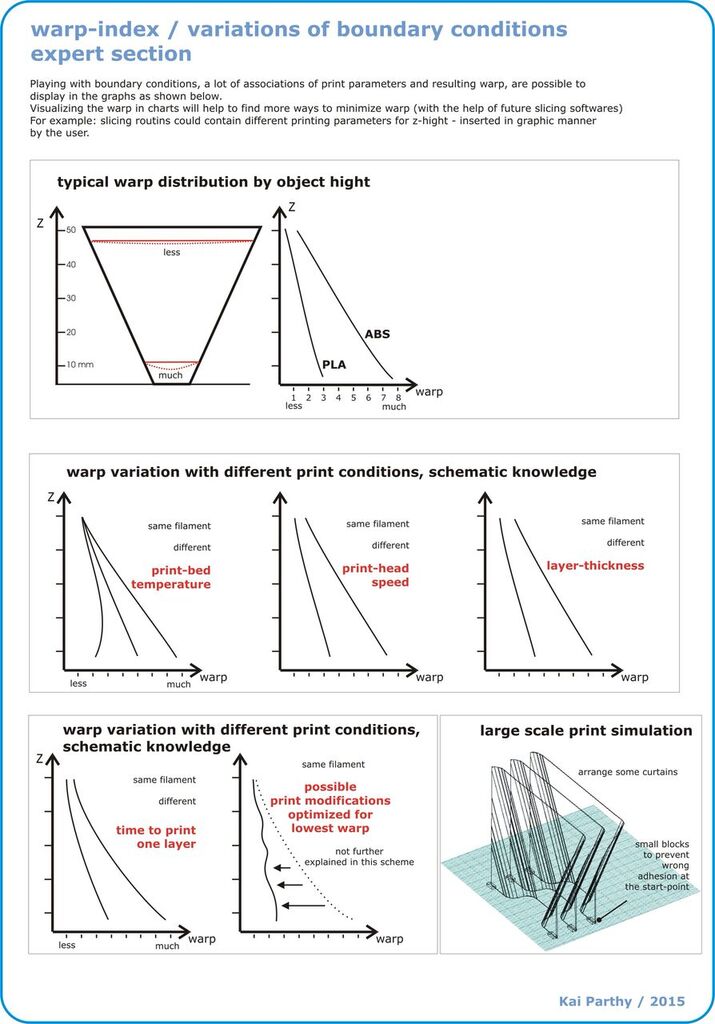
6) warp-index: where would it end up for experts?
Some modifications of the warp-test concerning the technical constraints such as
- printhead speed, layer-thickness
- print bed temperatur
- total time to print a layer
are already done. The results are schematically shown in the graphs.
7) the warp-index
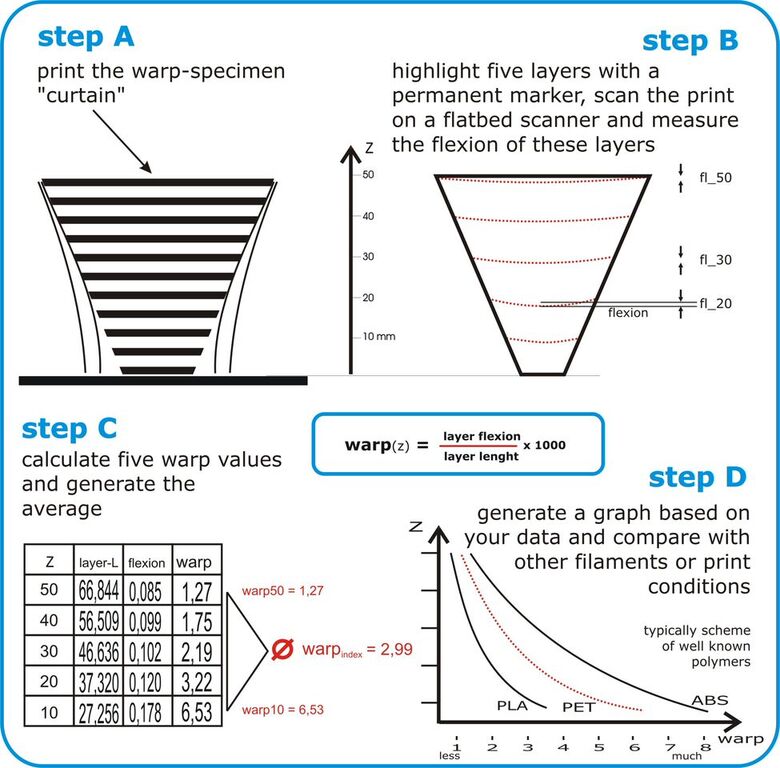
In simple steps: how does it work?
- print a warp-test object (downloadable)
- draw a thick line with a permanent marker on the Z-levels that are relevant for the measurement of the (2D)scan.
- scan the object (at least 1200 x 1200 DPI) and
- measure the flexion of these layers with a graphics software (e.g. inkscape) to 1/100 mm
- the values of the flexion based on the measured layer length will give an index which can be easily compared to other values (0 is good, 10 is bad).
Because the calculated index is found from an almost unhindered warp, it might also be called >> low bondage warp-index << .
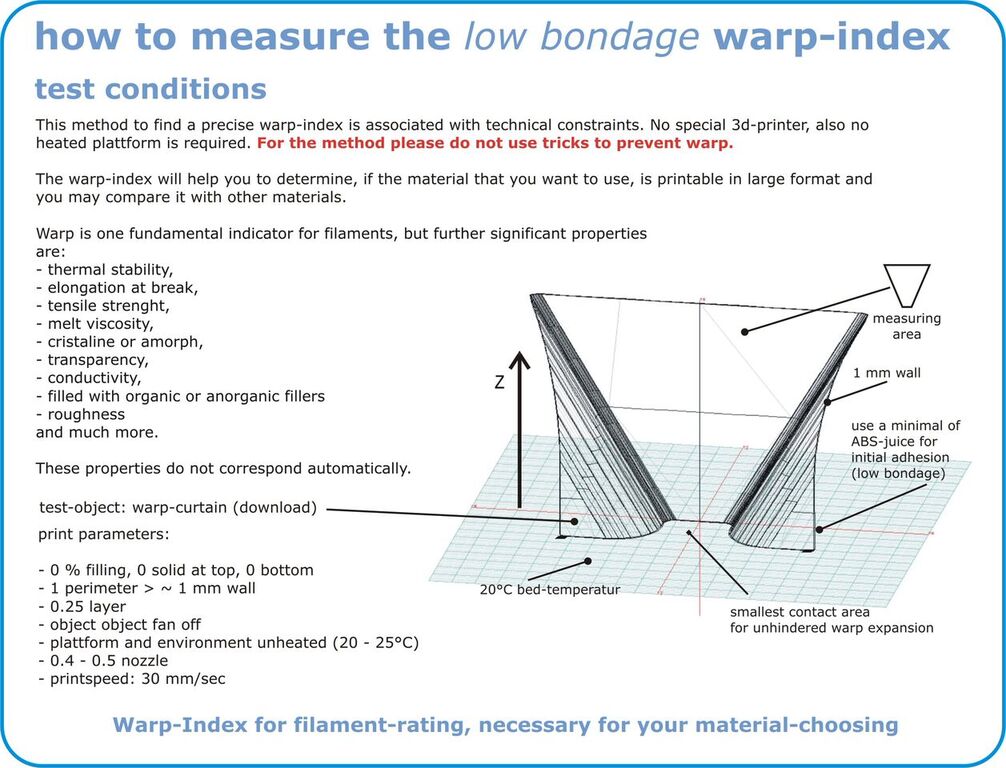
8) some backround / testobject: „curtain“
- curtain was designed to be able to print a large object in one run with most of the – now and in the future – available materials, on a cold print platform
- a further idea behind the curtain-form was, to create an object, where the area to be measured, has a very low contact and adhesion area to the platform,
- each curtain-layer has the same lenght at each Z-hight, for the same amount of thermal energy applied to each layer
9) why a cold print platform?
- cold conditions (20 – 25°C) are a common denominator, printable on each printer
- other hot conditions are not reproducable at different printer set ups
- yes, a little thermal radiation caused by a big hotend heater will have a small influence at the curtains warp
10) incidentally
- there are several filaments that have a particularly low warp when they are printed in a cold environment,
- so please do not always heat up the bed – no, many amorphous polymers want to be printed cool and rapidly cooled
- a self stiffening effect will prevent here warp.
11) credits
My special thanks applies to Joerg Draheim/innovativaggregat for more than 5 years with best help in 3D-printing-know-how and hard and software consulting.
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.














