


“From a profound comprehension of Physics and Computing emerges a perspective that pushes the boundaries of what is known and what is.”
Guest article from Paanduv Applications
By combining the power of Physics and Computing, we unlock new possibilities for the future of laser welding and additive manufacturing. As we continue to deepen our understanding and push the boundaries, we pave the way for groundbreaking advancements that will shape industries, drive innovation, and unlock the true potential of these remarkable technologies.
Through this post, I will try to share our motivation for the pursuit of the very same. Now let’s consider the impact of phenomena such as rockets, nanotech, and the future of surgery. One of the crucial ways in which these areas converge is through Additive Manufacturing.
Allow me to delve into the captivating interplay between the magnificent world of LASERS and their integration with models. LASER is an acronym for Light Amplification by Stimulated Emission of Radiation. However, what truly matters is their immense power, capable of transforming solid steel into vapor(Of course, this requires reaching a specific threshold laser density to elevate the temperature to such levels). For this discussion, we will focus on laser welding as the process of interest in metal interaction.
Compared to conventional arc welding methods, laser welding is a relatively recent technology with numerous advantages. It offers faster welding speeds, lower energy input into the metal, narrower bead production, and a smaller heat-affected zone. Laser welding finds application in various industrial settings, driving improvements in weld quality, process control, and overall efficiency.
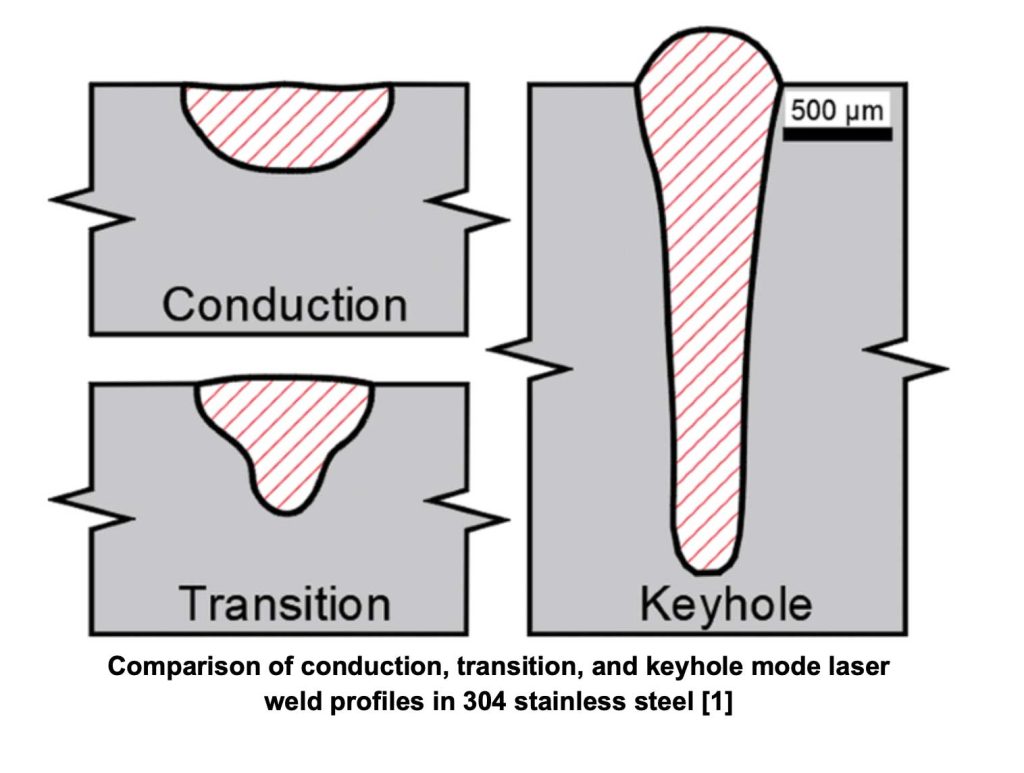
In particular, this post sheds light on the fascinating meltpool formed during laser welding and its modeling. Understanding the dynamics of the meltpool is crucial for enhancing welding processes and achieving optimal results. Now one must have a clear understanding of what the word “keyhole” is being referred to in this article. Whenever the incident laser’s power density is of the order 106 W/cm2 or more then we encounter that the cavity evolution is that of the shape of the letter “J”. Another important feature of this “J” like cavity is that its depth-to-width ratio is more than one, whenever it is near one then it is called conduction-type welding. It paves the way for a deeper understanding of weld quality, defect prevention, and overall process optimization. And finally, we will understand how AM PravaH tackles the simulation aspect of laser welding. By leveraging cutting-edge computing techniques, AM PravaH revolutionizes the simulation and analysis of laser welding processes. Our advanced solvers will enable engineers and researchers to explore various welding scenarios, predict outcomes, and optimize parameters before even stepping foot in the physical realm.
The Process
“In the intricate dance of forces upon a body, only an animated mind can unravel their essence.”
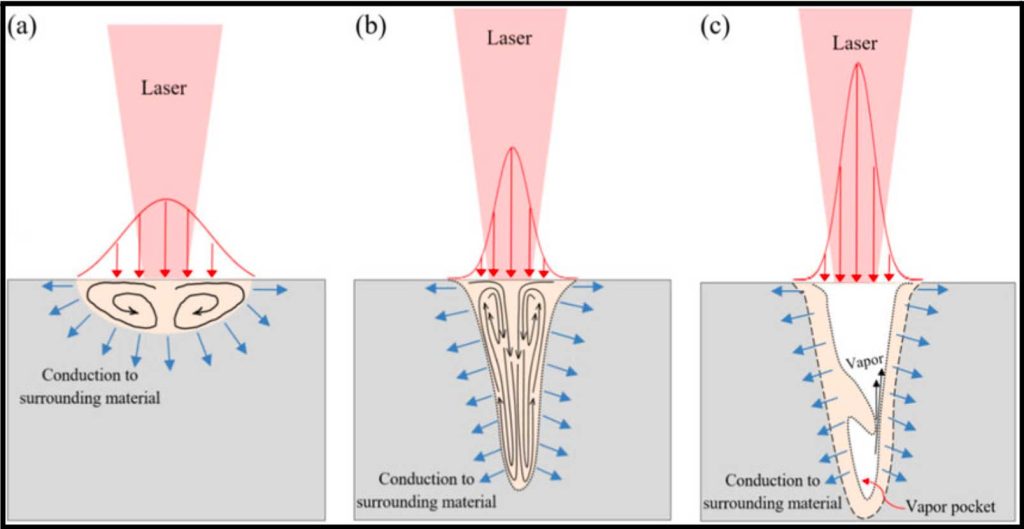
With the heat input of the laser heat source, the material melts to form the molten pool. The adjoining figure indicates that the non-oscillating laser welding forms a very shallow keyhole caused by the comprehensive
function of surface tension, the metal vapor recoil pressure, and shear stress (a). The liquid metal on the keyhole surface moves toward the edge of the molten pool, suggesting that the keyhole is unstable and tends to expand and deepen due to the increasing of vapor recoil pressure.
The keyhole then becomes deeper and a large molten pool is formed behind the keyhole (b). A counterclockwise vortex is starting to be formed behind the keyhole (c), Such vortex flow is caused by the influence of surface tension gradient (Marangoni effect).
The keyhole depth will then be stabilized and a few bulges appear on the back of the keyhole impelled by the counterclockwise vortex.
The first bulge flows with the vortex and merges with the front surface of the keyhole, the different keyholes then collapse and a large bubble is formed below the keyhole. In summary, the keyhole forms under the balance of the surface tension, vapor recoil pressure, and shear stress.
It is unstable to form a bulge on the rear surface because of the vortex flow in the molten pool.
Some Terms
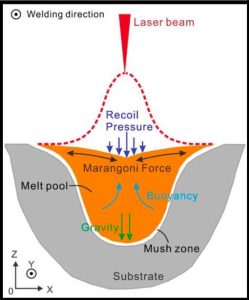
Recoil pressure plays a crucial role as a driving force for fluid flow within the keyhole cavity. It counteracts the surface tension and gravitational forces that strive to close the keyhole.
The Marangoni effect is observed as a counterclockwise vortex formed behind the keyhole. This vortex flow arises due to the influence of the surface tension gradient.
The buoyancy effect refers to the impact of gravity on the downward movement of the molten liquid during the welding process.
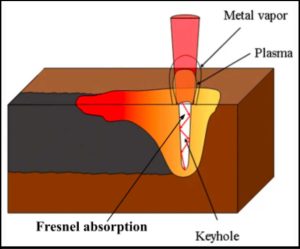
Fresnel absorption occurs when a high-intensity laser beam irradiates a workpiece, leading to vaporization, the generation of recoil pressure, and the formation of a keyhole. The laser beam can enter and propagate within the keyhole through multiple reflections on the keyhole wall, with the energy being absorbed through Fresnel absorption.
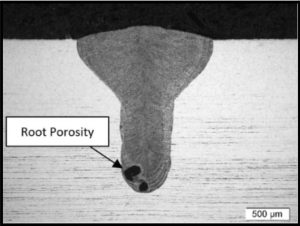
Porosity in the weld can manifest as cavities or trapped air or shielding gas within the metal matrix. The formation of porosity is closely related to two competing factors: the solidification rate of the liquid metal and the backfilling speed of the liquid metal. If the backfilling speed is insufficient to fill the keyhole before solidification, resulting in incomplete solidification, pores or voids may be present in the final weld.
Modeling till now
The understanding of vaporization in various models diverges in terms of formulation and temperature dependence. For instance, Ki et al. (2002) and Dasgupta et al. (2007) adopt the recoil pressure proposed by Ytrehus and Østmo (1996), while Lee et al. (2002) and Cho and Na (2006) employ the Clausius-Clapeyron model.
Although the thermodynamic and transport properties display weak dependence on pressure and strong temperature dependence, the temperature sensitivity of both liquid and vapor phases is often disregarded. In some cases, it is assumed that solid and liquid metal phases possess identical thermodynamic properties, as observed in Lee et al. (2002), Cho and Na (2006), and Roy et al. (2006).
Ki’s numerical calculations reveal a striking alteration in the flow fields of both liquid and vapor when evaporation is activated. The deformation of the liquid/vapor interface significantly impacts liquid flow within the pool. Fresnel multiple reflection results in a broader and deeper keyhole cavity. This phenomenon also affects vapor flow, leading to a larger plume and a sharp temperature rise at the cavity surface. Zhou and Tsai (2006) noted that as metal vapor forms in the keyhole cavity, plasma radiation promotes vaporization and deepens the cavity.
Throughout the drilling process, increasing surface tension and hydrostatic force counteract the recoil pressure, thus weakening the drilling mechanism. At the top of the pool, the Marangoni force propels the liquid metal outward from the cavity opening. On the top surface of the keyhole cavity wall, Buoyancy force and surface tension push the liquid metal downward, while the recoil pressure pushes it upward from the bottom. The interplay of these opposing forces results in a clockwise vortex at the keyhole shoulder and widens the heat-affected zone.
Courtois et al. (2014) employed reduced Maxwell’s equations, specifically the Eikonal equation, for laser beam modeling purposes. The absorption coefficient was observed to gradually increase and then stabilize. Their findings suggest that neglecting the buoyancy effect in the liquid phase indicates that the only additional driving force acting on fluid flow in the liquid metal, in addition to the recoil pressure, arises from the shear stress exerted by the vapor plume on the melt pool. At high power and prolonged irradiation times, the stability of the keyhole is compromised. Under the influence of the recoil pressure, the melt pool is ejected upward and subsequently collapses on itself. Continuous irradiation leads to the immediate removal of liquid upward, resulting in repeated oscillations.
AM PravaH’s approach
As highlighted from the outset, the process and concept discussed earlier hold a central position in the AM world. As AM continues to gain prominence, it is evident that technologies like 3D metal printers will soon become desktop-side virtue. All of our simulations were conducted using AM PravaH. As the name suggests, AM PravaH stands as the epitome of expertise in flow-related simulations within Additive Manufacturing.
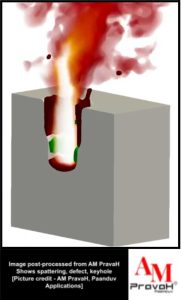
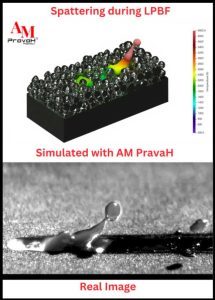
In our simulations, we have utilized AM PravaH to its fullest potential. Our software encompasses an extensive range of features, surpassing what is typically mentioned in the existing literature. We have incorporated fundamental parameters such as recoil pressure with vaporization and condensation, Fresnel absorption and reflections, Marangoni effect, buoyancy, and Darcy effects, employing various models and approximations to ensure comprehensive accuracy.
Moreover, our software encompasses a comprehensive suite of laser parameters. Users have the freedom to customize power density, beam profile, and oscillation characteristics according to the user’s specific requirements. We have also implemented Lee’s mass transfer model, enabling the modeling of mass flow rates in different phases.
Furthermore, AM PravaH offers flexibility in mesh selection, allowing users to choose between static and dynamic mesh types based on their needs. We take pride in being the first commercially available 3D computational fluid dynamics (CFD) code that is tailored specifically for laser-based simulations of this nature. I will now heartily conclude by saying that AM PravaH is Laser focused.
Request for a demo
If this idea interests you, if you want to explore possibilities with this software, you can book a demo at support@paanduv.com or call us at +91 8218317925.
References
[1] Patterson, T., et al. “A review of high energy density beam processes for welding and additive manufacturing applications.” Welding in the World 65.7 (2021): 1235-1306.[2] Balbaa, Mohamed, et al. “On selective laser melting of Inconel 718: Densification, surface roughness, and residual stresses.” Materials & Design 193 (2020): 108818.
[3] Xiao, Xianfeng, et al. “Progress on experimental study of melt pool flow dynamics in laser material processing.” Liquid Metals. IntechOpen, 2021.
[4] Helm, Johanna, et al. “Laser welding of laser-structured copper connectors for battery applications and power electronics.” Welding in the World 64 (2020): 611-622.
Authors:
Aryan Tomar, Intern at Paanduv Applications
Adwaith Gupta, CEO Paanduv Applications
Subscribe to our Newsletter
3DPresso is a weekly newsletter that links to the most exciting global stories from the 3D printing and additive manufacturing industry.




















